
Роботы для контроля трубопровода снаружи
Другой пример контроля основного металла и сварных швов труб при эксплуатации — сканер-дефектоскоп АВТОКОН-МГТУ, который, как видно из названия, разработан в МГТУ (МВТУ) им. Баумана. Только этот сканер автономно перемещается по наружной стороне трубы, вдоль трубы или по её окружности. Данные тоже передаются на управляющий компьютер по WiFi.
У него два ведущих магнитных колеса, аккумуляторы и блоки с ультразвуковыми датчиками для контроля сварного шва с обеих сторон. Его особенность в том, что он тащит на себе баллончики с густой смазкой, которая постепенно подаётся под ультразвуковые датчики.
Сканер-дефектоскоп АВТОКОН
Интересная задача для подобных роботов, которые ползают по трубе изнутри или снаружи — отслеживать и контролировать позицию относительно валика усиления сварного шва. Потому что промах означает, что контроль не был проведен полноценно. Точность позиционирования зависит от методики контроля и толщины стенки трубы, и желательно, чтобы она составляла до 1/4 толщины.
Наиболее простым в реализации, однако не самым дешевым, способом выглядит применение лазерного триангуляционного профиломера, по измерениям профиля валика усиления шва без труда определяются его границы и отклонение центра от желаемого. Рисунок ниже поясняет как выглядят исходные данные профилометрии.
Построение профиля сварного шва лазерным триангуляционным датчиком
Другой способ состоит в том, что лазерная линия проецируется простой указкой, а относительно дешевая видеокамера снимает профиль и управляющий компьютер пытается рассчитать профиль подобный показанному выше по видеоизображению (облаку точек). На практике требуемая точность позиционирования вполне может быть достигнута.
Третий вариант, хронологически более ранний, — применять магнитные датчики по обеим сторонам сварного шва, как это и сделано в сканере «АВТОКОН». На практике сам наблюдал, что если неудачно установить исходное положение относительно шва, то сканер может шов потерять и поехать совсем не туда, куда надо.
Методы технической диагностики трубопроводов
Методы диагностики трубопроводов можно разделить на неразрушающие и разрушающие. К методам разрушающей диагностики относятся механические испытания кусков металла, которые вырезаны из труб и периодические или предпусковые гидравлические испытания аппаратов.
Неразрушающие методы диагностики трубопроводов могут быть интегральные (пассивные) или локальные (активные). Под активными методами подразумевается измерение изменения возбуждаемого физического поля. Данные методы позволяют обнаружить дефект только на ограниченной поверхности. К эти методам относятся: измерительный и визуальный контроль, магнитные, капиллярные, радиографические, электрический, метод вихревых токов, а также ультразвуковая дефектоскопия.
К пассивным методам относятся методы, которые используют свойства физического поля, возбуждаемого объектом технической диагностики. Самыми распространенными среди них являются виброакустические и тепловизионные методы, а также метод акустической эмиссии.
Визуальный и измерительный контроль являются необходимыми условиями контроля, как при эксплуатации, так и при изготовлении объекта. Они применяются для определения свищей, пористости, трещин, наплывов, поджогов, подрезов, кратеров и т.п. Для выявления внутренних дефектов трубопровода в основном используют радиационный, ультразвуковой или магнитный метод.
Радиационные метод основан на работе специального технического рентгена, которым просвечивают трубопровод. Ультразвуковой метод основывается на изучении процесса распространения упругих колебаний в диагностируемом объекте (на способности колебаний отражаться от каких-либо неровностей).
Все трубопроводы нефтегазовой отрасли подвергаются обязательному испытанию на их плотность и прочность. Для этого применяют гидравлический или пневматический способ. В трубопроводе создают давление, которое значительно превышает рабочее давление. Возникающие в результате этого напряжения помогают обнаружить дефектные места. Для испытания плотности трубопровода создают рабочее давление, при котором его обстукивают для определения неплотностей (трещин, отверстий и т.п.).
Определение 2
Рабочее давление – это давление, при котором осуществляется нормальная работа оборудования.
Возможно, вам также будет интересно
Оба интерфейсных протокола — RS 485 (стандарт физического уровня для асинхронного интерфейса) и CAN (Controller Area Network — стандарт промышленной сети, ориентированный, прежде всего, на объединение в единую сеть различных исполнительных устройств и датчиков) — существуют еще с середины 1980 х годов, когда они были впервые представлены в качестве стандартов для организации каналов связи. Долг…
30 июня, 2018Компания ETC представила контроллер EchoTouch, прибор для создания настраиваемых световых сцен в различных пространствах. Контроллер EchoTouch с семидюймовым сенсорным экраном и расширенными функциями управления освещением, такими как последовательное программирование и настройка цвета, можно использовать в качестве автономного устройства или интегрировать в линейку решений архитектурного освещения ETC Echo.
Простой прибор EchoTouch сочетает три мощные функции:
интерфейс для автономной или интегрированной системы управления Unison Echo;
просмотр состояния и управление всеми продуктами …
В статье рассматривается промышленный частотно-регулируемый привод SINUS PENTA производства компании Santerno, его основные характеристики и области применения.
О чем пойдёт речь и какую задачу ставлю
В этой статье я решил ограничиться тем что указано в заголовке: а именно рассказом про роботизированные системы российского производства, применяемые в практике неразрушающего контроля.
-
Под российской системой я подразумеваю оборудование, которое разработано, собрано и применяется почти всегда в России
-
Под роботизированной системой я понимаю систему, у которой есть два или более программно управляемых привода, предназначенных для перемещения датчиков относительно объекта контроля или наоборот (по ГОСТ Р ИСО 8373-2014)
-
Под неразрушающим контролем имеем в виду метод контроля, при котором не нарушается пригодность объекта. Неразрушающий контроль обязателен при производстве и эксплуатации опасных промышленных объектов: трубопроводов, сосудов, транспорта и сооружений. Ограничимся здесь ультразвуковым, вихретоковым и телевизионным видами контроля, не вдаваясь в детали.
Задача, которую я себе ставлю — рассказать всем интересующимся об отечественных разработках в роботизации неразрушающего контроля. О кейсах и фичах, которые уже внедрены или будут решены в будущем.
Почему я могу писать об этом — я 20+ лет участвую в разработке и эксплуатации подобных систем и накопил достатоно знаний о реальных возможностях оборудования. Технические характеристики и описания я взял по большей части из открытых источников. Личный опыт автора отражен курсивом.








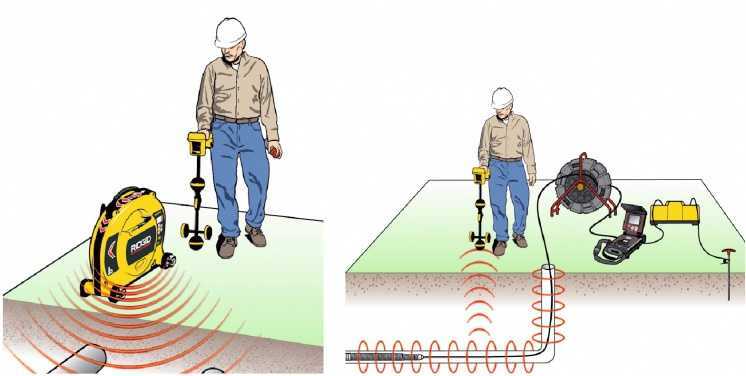
Когда нужна видеодиагностика
Обследование трубопроводов этим методом актуально в следующих случаях:
- при сдаче в эксплуатацию новых систем, в том числе канализации. Тогда по всем параметрам систем отвода нечистот прилагается видеодокумент, подтверждающий соответствие трубопроводов СНиПам, действующим на территории нашей страны.;
- в системе возникло повреждение или образовался засор (чтобы решить проблему, необходимо найти источник);
- требуется выполнить проверку разводки трубопровода. Необходимость в проведении таких работ возникает, когда схема утеряна.
Внутритрубная диагностика выполняется с использованием специального оборудования. В него входят:
- головка видеокамеры с сапфировым объективом. Размещается весь этот элемент в корпусе из нержавейки;
- проталкивающий кабель. Наматывается он на барабан;
- блок управления видеокамерой.
![]()
Телеинспекция трубопроводов осуществляется при помощи камеры на длинном кабеле, которая передает изображение на монитор
Передвигается видеокамера по длине коллектора под воздействием усилия от проталкивающего кабеля. Формируемое ею изображение передаётся на дисплей пульта управления. Для обеспечения надлежащего качества функционирования всех элементов системы вместе с камерой перемещается мощный (обычно светодиодный) источник света. Устанавливается он на специальном подвижном модуле.
Обнаружить можно такие проблемы:
- недоработки в развязке системы;
- протечки и нарушения герметичности швов;
- посторонние предметы, застрявшие внутри, и засорения;
- наличие в материале изготовления трубы дефектов.
Телеинспекция трубопроводов может выполняться в трубах разных диаметров и конфигураций, изменяется только оборудование – оно бывает плавающим или портативным. Последнее применяется, когда трубопроводы ещё не подключены к системе водоснабжения. Плавающее оборудование используется при возможном наличии в сети воды. Большинство таких систем оснащаются лебёдкой с электросчётчиком. Эти устройства позволяют определить глубину погружения и месторасположение камеры.
Сегодня существует четыре типа систем, используемых для диагностирования трубопроводов:
- Переносная проталкивающая система. Обладает жёстким кабелем, с помощью которого оператор проталкивает видеокамеру по элементу инженерной коммуникации.
- Видеокамера с дистанционным управлением. Такое устройство обладает большим углом обзора, мощной подсветкой и высокой разрешающей способностью, позволяющей получить изображение высокого качества. Ведь только тогда можно будет проверить факт соответствия состояния исследуемой конструкции требованиям СНиП. Перемещение происходит посредством управляемого оператором самоходного транспортёра.
- Сателлитные камеры. Это – вспомогательные камеры, присутствующие в устройстве наряду с основной. С их помощью выполняется телеинспекция разветвлений в трубах.
- Специальная техника. К таковой относятся устройства, позволяющие проводить осмотр глубинных скважин, а также беспроводное оборудование.
![]()
Для исследования также применяют камеры, установленные на самоходные устройства, которыми управляют операторы
Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Сюжет про применение Неразрушающих Методов Контроля
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.
![]()
Ультразвуковая дефектоскопия проводится на основе следующих принципов.
- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.
Видео
Технологии сварки и контроль сварных соединений
Плазменно – дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.
После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
лаборатория неразрушающего контроля сварных соединений Симферополь
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.








Определение перечня параметров, подлежащих мониторингу
На основании опыта эксплуатации теплотрасс ЖКХ был определен перечень параметров, значения которых будут использованы для прогнозирования аварийных ситуаций и оценки энергоэффективности:
- давление воды в трубопроводе: по разности давлений в соседних тепловых камерах можно судить об утечках воды на участке;
- расход воды в трубопроводе: по разности расхода также можно судить об утечке воды на участке;
- температура воды: зная разность температур воды между соседними камерами, можно судить о состоянии теплоизоляции на участке;
- влажность воздуха внутри тепловой камеры позволяет обнаружить утечки через фланцевые соединения;
- несанкционированный доступ в тепловую камеру.
Капиллярный контроль
Считается наиболее чувствительным методом неразрушающего контроля. Капиллярные методы основаны на том, что специальные жидкости проникают в поверхностные и сквозные дефекты. В процессе индикаторные жидкости оставляют следы — их регистрируют визуально или при помощи преобразователя. Капиллярные методы помогают определить, где расположен дефект, какова его протяженность и ориентация на поверхности. Для проведения капиллярного контроля создан ГОСТ 18442-80.
Если дефект настолько мал, что его невозможно обнаружить при ВИК, то применяется капиллярная дефектоскопия. К такому методу прибегают при работе с объектами всех размеров и форм. Что касается материалов, использованных для изготовления объектов, то к ним относятся металлы и сплавы (цветные и черные), а также неферромагнитные материалы (стекло, пластмасса и пр.). О контроле выполненных из ферромагнитных материалов объектов надо сказать отдельно. Капиллярная дефектоскопия помогает справиться с задачей, если по какой-либо причине использовать магнитопорошковый метод нельзя.
![]()
Похожие патенты RU2767263C1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНИТОРИНГА И ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА И СИСТЕМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2451874C1 |
| СИСТЕМА МНОГОПАРАМЕТРИЧЕСКОГО НЕПРЕРЫВНОГО МОНИТОРИНГА ЭКСПЛУАТАЦИОННОЙ ПОВРЕЖДАЕМОСТИ ОБОРУДОВАНИЯ АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2014 |
|
RU2574578C2 |
| СПОСОБ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ НАДЗЕМНОЙ ПРОКЛАДКИ В УСЛОВИЯХ ВЕЧНОЙ МЕРЗЛОТЫ | 2015 |
|
RU2571497C1 |
| ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА ПРОТИВОАВАРИЙНОЙ АВТОМАТИКИ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ И НЕФТЕПРОДУКТОПРОВОДОВ | 2015 |
|
RU2588330C1 |
| Индивидуальный диспетчерский тренажер для тренинга оперативно-диспетчерского персонала магистральных нефтепроводов | 2015 |
|
RU2639932C2 |
| ЕДИНАЯ СИСТЕМА УПРАВЛЕНИЯ ТРУБОПРОВОДНОЙ СИСТЕМОЙ «ВОСТОЧНАЯ СИБИРЬ — ТИХИЙ ОКЕАН — II» (ЕСУ ТС «ВСТО-II») | 2013 |
|
RU2551787C2 |
| СПОСОБ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ОБЪЕКТОВ ПОВЫШЕННОЙ ОПАСНОСТИ | 2016 |
|
RU2626391C1 |
| Способ многопараметрического контроля состояния сложных электротехнических объектов | 2019 |
|
RU2735296C1 |
| СИСТЕМА «СМАРТ-МОНИТОРИНГ» ДЛЯ ДИСТАНЦИОННОГО КОНТРОЛЯ СОСТОЯНИЯ ЗАПОРНОЙ АРМАТУРЫ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2021 |
|
RU2752449C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ОБРАБОТКИ И АНАЛИЗА ТЕЛЕМЕТРИЧЕСКОЙ ИНФОРМАЦИИ МНОГОПАРАМЕТРИЧЕСКОГО ОБЪЕКТА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2557477C2 |
Критерии, на основании которых проводится оценка эксплуатационного состояния участков тепловых сетей
Оценка эксплуатационного состояния подземных теплопроводов осуществляется на основании физических и статистических критериев, качественно или количественно характеризующих основные факторы, обуславливающие разрушение теплопроводов, а именно:
■ состояние изоляционного покрытия;
■ степень коррозионного поражения труб;
■ степень агрессивного воздействия внешней среды, с учетом конструкции и технологических особенностей прокладки теплопровода;
■ срок эксплуатации.
Эти факторы характеризуют процесс разрушительного воздействия на теплопровод наружной коррозии труб.
1. Состояние изоляционного покрытия — характеризует доступность металлических труб агрессивному воздействию вмещающей среды. Оценивается по физическим параметрам температурного и электромагнитного поля. Показателем состояния теплоизоляционного покрытия теплопроводов подземной прокладки является степень неоднородности температурного поля подземного теплопровода (наличие и число температурных аномалий — N^), которая определяется по материалам термографического обследования.
2. Степень коррозионного поражения труб — характеризует наличие и интенсивность коррозионных процессов на наружной поверхности трубопроводов. Оценивается при проведении инструментального обследования методами электрометрии.
По результатам обследования определяется количественный показатель — коэффициент коррозионной пораженности участка (Ккорр =∑Lкорр/Lуч) как частное от деления суммарной протяженности зафиксированных зон развития коррозии к протяженности этого участка.
3. Степень агрессивного воздействия внешней среды, с учетом конструкционных параметров и технологических особенностей теплопровода — характеризует интегральное воздействие внешней среды на процесс разрушения изоляции и металла трубопроводов. Этот показатель является многофакторным, его количественную характеристику возможно и достаточно оценивать таким обобщенным параметром, как дефектность (аварийность, повреждаемость). Опыт эксплуатации теплопроводов показывает, что трубопроводы подземной прокладки, расположенные в коррозионно-опасных грунтах, вблизи источников мощных электрических полей (трамвайные линии, линии метро, в ряде случаев — сторонние станции катодной защиты), рядом с оживленными автомобильными магистралями (стоки агрессивных реагентов плюс механические нагрузки), подвержены ускоренному коррозионному износу в значительно большей степени, чем трубопроводы, проложенные в песчаных грунтах, с низким уровнем грунтовых вод и в стороне от возможных электрических помех.
Дефектность следует оценивать количеством дефектов на единицу длины за определенный временной промежуток (деф./км.год).
4. Срок эксплуатации (годы) — определяет возможный период разрушительного воздействия на теплопровод.
Принцип работы роботов
В зависимости от диаметра и конфигурации трубопровода выбирается тип и модель робота. Выбранного робота для телеинспекции погружают и извлекают из трубопровода, с помощью специальной лебедки. Начиная с момента погружения, самоходная техника находится во включённом режиме и обеспечивает непрерывную видеосъёмку. Все полученные данные в онлайн режиме передаются на пульт управления и благодаря встроенному программному обеспечению, проходят цифровую обработку. При необходимости возможно отобразить графически все данные диагностики, с обозначением результатов, параметров и добавлением текстовых комментариев. Роботизированные комплексы управляемы дистанционно, что позволяет полностью контролировать исполнительные механизмы. А благодаря светодиодной подсветке обеспечивается возможность визуального осмотра при отсутствии внешних источников света.
Скорость и способ передвижения зависят от выполняемых задач и могут достигать 27 метров в минуту. Высокая разрешающая способность цветной поворотной камеры, которой дистанционно управляет оператор, даёт возможность тщательного осмотра, приближения изображение и записи в цифровом формате. Благодаря лазерному измерителю возможно измерение точного размера дефекта. Высокоточный датчик уклона и специальное программное обеспечение обеспечивают возможность построения графика уклона трубопровода. Точное месторасположение фиксируется радиомаяком.
Слагаемые эффективного контроля технологических активов
Контроль технологических активов — это не только сбор данных (рис. 3). Сбор информации, прежде всего, закладывает основу для стратегии контроля активов. Можно использовать существующие средства измерения или легко добавить новые беспроводные каналы измерения. После того как инфраструктура измерений создана, предварительно разработанные решения контроля (используются в режиме «подключи и работай», Plug&Play) принимают необработанные данные и посредством анализа преобразуют их в содержательные предупреждающие сигналы. Данные о технологическом процессе и активах можно объединять для определения условий, которые могут привести к неисправности оборудования. Можно скорректировать условия технологического процесса таким образом, чтобы вовсе исключить подобный вид отказов.
Рис. 3. Cбора данных недостаточно для эффективного контроля. Чтобы программа успешно работала, необходимо сочетание сбора данных, анализа, информированности и действий
Предупреждающие сигналы, которые формируются путем анализа данных и их объединения, полезны только в том случае, если они вовремя доходят до тех сотрудников, которым они предназначены. Организация процесса информирования — очень важная составляющая автоматизированной системы контроля. Подобной информированности можно достичь разными способами, наиболее эффективный из которых — автоматическое оповещение. Предупреждающие сигналы в форме текстовых сообщений или электронной почты гарантируют, что информация сразу же дойдет до нужного человека.
После того как предупреждающий сигнал принят, ответственный сотрудник приступает к решению возникших проблем. Удаленный доступ через планшетный компьютер или смартфон позволяет практически мгновенно провести диагностику и начать действовать. При необходимости можно оповестить узких специалистов, которые смогут также дистанционно войти в систему и оказать помощь в диагностике проблемы. Благодаря автоматизированной системе оповещения возможно также периодическое формирование и рассылка отчетов. Эти отчеты могут включать в себя тенденции, отражающие изменение эксплуатационной готовности активов, по которым можно увидеть ухудшение работы и предотвратить приближающийся отказ.
Таким образом, автоматизированный мониторинг в сочетании с автоматически формируемыми сигналами предупреждения и возможностью дистанционного доступа представляет собой мощное средство контроля эксплуатационных характеристик технологических активов.
Капиллярные методики контроля сварных соединений: о сути
Этот контроль качества сварных соединений трубопроводов предполагает использование контрастных жидкостей, которые просачиваются внутрь металла через мельчайшие повреждения, если они обнаружены на поверхности. Так называемые пенетранты используются чаще всего.



![]()
Когда такие вещества используются, дефекты просто окрашиваются в определённый цвет.
Пенетранты могут состоять из разных основ:
- Трансформаторное масло.
- Бензол.
- Скипидар.
- Керосин.
Кроме того, и сами составы делятся на несколько разновидностей.
- С красителями, которые наблюдаются при дневном цвете. Чаще всего используется ярко-красный оттенок.
- С люминесцирующими компонентами. Недостатки проявляются, если использовать ультрафиолетовые лучи.
Видео
Установка АУЗК кольцевых сварных соединений (модель «УМКа»)
Проверка сварного соединения трубопровода с помощью керосина считается одним из наиболее простых способов
Важно – наличие высоких свойств по проникновению у состава. У таких испытаний имеется свой отдельный порядок
Водную смесь с каолином или мелом наносят на соединительные участки. После чего всё подсушивают, пока не образуется плёнка белого цвета.
Керосин должен обильно смочить обратную сторону шва, на протяжении минимум получаса. Даже если есть только микроскопические трещины – керосин пройдёт сквозь поверхность. После чего он становится заметным с обратной стороны. Визуально дефекты выделить не составит труда.